
Jeśli chodzi o przyrządy do pomiaru długości, urządzenia testowe i manometry zasadniczo różnią się od siebie. Można powiedzieć, że manometry z gwintami stożkowymi to szczególny rodzaj manometrów. Ich konstrukcja opiera się na trójstopniowym pierścieniu. Firma WIKA wykorzystuje je np. do sprawdzania połączeń procesowych produkowanych urządzeń. Z kolei urządzenia testowe wykorzystywane są także do sprawdzania dostaw.
Podstawowa zasada polega na tym, że badany element musi sięgać do pierwszego stopnia (gdyż w przeciwnym razie gwint jest zbyt duży), a nie może przekroczyć ostatniego etapu. Stopień środkowy stanowi wyznacznik optymalnego pomiaru. Dawniej w ramach kalibracji przyrządów wzorcowych przy pomocy nadrzędnego trzpienia, można było co najwyżej określić dopasowanie badanego gwintu. Informacje na temat zależności pomiędzy średnicami na różnych odcinkach gwintu pozostawały poza naszym zasięgiem, dlatego też nie mogliśmy śledzić rozwoju zużycia i wyciągnąć wniosków. Istotnym wymiarem, obecnie możliwym do zmierzenia, jest średnica skuteczna, zwana też średnicą podziałową. Jest to średnica mierzona na linii skoku, mniej więcej w połowie drogi pomiędzy średnicą maksymalną a minimalną danego gwintu. Wymiar ten wymieniono np. w normie ISO 9001. W efekcie określenie średnicy skutecznej stało się obowiązkowym elementem kalibracji. W przypadku gwintów stożkowych odbywa się to za pośrednictwem maszyny.
Przeprowadzanie kalibracji w firmie WIKA
Aby móc kalibrować manometry z gwintami stożkowymi zarówno na własny użytek jak i na potrzeby klientów, niezależne od producenta laboratorium kalibracyjne firmy WIKA stosuje komparator Abbego, opracowany przez Carla Zeissa Jenę. Zgodnie z postulatem Abbego, stanowiącym warunek poprawnej konstrukcji przyrządów do pomiaru długości, mierzona długość i mierzący ją wzorzec muszą leżeć na jednej prostej – w przeciwnym razie wyniki mogą być błędne. Bazując na skali Heidenhaina, wzorzec jest wyznaczany metodą inkrementalną, a linie pomiarowe są rejestrowane przez czujnik. Punkt zerowy można ustawić w dowolnym miejscu na skali.
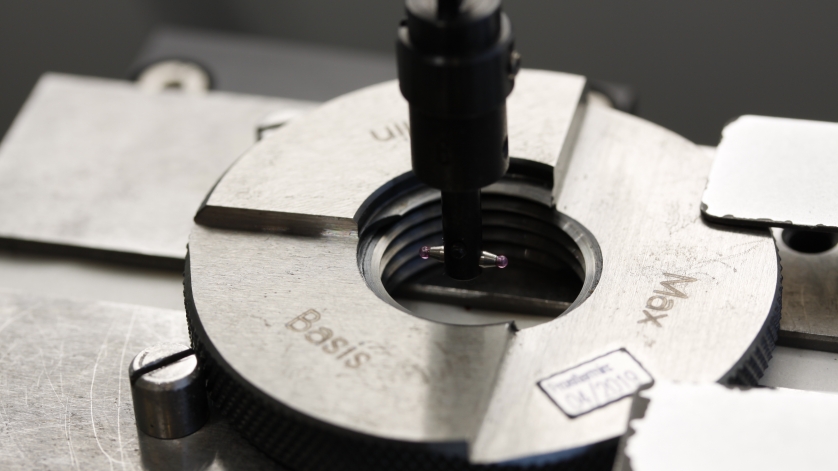
W połączeniu z tym systemem pomiarowym stosowana jest indukcyjna sonda pomiarowa z dwiema kulkami rubinowymi. Ich średnica jest dobierana do średnicy gwintu, który ma być zmierzony. Pod sondą pomiarową znajduje się tzw. stół sinusoidalny, na którym umieszcza się gwinty stożkowane i do którego mocuje się badany element. Powierzchnia stołu sinusoidalnego pozostaje idealnie równa dzięki zastosowaniu 30-milimetrowej płytki wzorcowej. Drugi etap polega na tym, że stół sinusoidalny opuszcza się o pół stopnia stożka, czyli: ustawia się na wymiar końcowy 26,7 mm, a sondę pomiarową wprowadza się do gwintu po płaskiej stronie stożka. Następnie stół sinusoidalny jest podnoszony do wymiaru końcowego 31,123 mm i następuje pomiar przeciwnego końca gwintu. Następnie wskaźnik referencyjny jest obracany o 180°, aby zmierzyć szerokość w innym miejscu na stożku. Cztery punkty pomiarowe dają wynik w postaci rzeczywistych wymiarów średnicy podziałowej. Opierając się o ustalenia dotyczące aktualnego stanu stożka można ustalić, jak będzie postępować jego zużycie. Dzięki temu można wymienić stożki gwintowane we właściwym momencie – zanim ich zużycie negatywnie odbije się na dokładności pomiarów.
Uwaga
W razie jakichkolwiek pytań, prosimy o kontakt. Aby uzyskać więcej informacji na temat naszego centrum kalibracji i serwisu, odwiedź stronę internetową firmy WIKA.